1.png)
最近は今までに無く製造業の課題は複雑化し、どの工場も様々な経営課題が山積しているようで、「何から手をつければ良いかわからない」と言った経営者の声をよく聞きます。
そして、何かに手を付けると他の問題が起こったり、解決したと思ったのに、数週間、数か月経つとまた似たような問題が起こったりして、一体何をやっていたのかとがっかりすることもしばしばです。同じような悩みを抱えている方も多いのではないでしょうか?
起こっていることが、事実なのか、感想なのか、推測なのか、頭の中でごちゃまぜになり、そのことが起こっている問題をより複雑にしたりします。
本記事では、実際に長年工場を経営し、複数企業のコンサルティングを行ってきた筆者の経験を踏まえて、「製造現場におけるよくある課題」を整理し、具体的な解決策、事例について解説いたします。
さくらブルーでは、経営者向けに「工場経営自動化コンサルティング」を行っています。
⇒セミナーやコンサルに関するお問い合わせはこちら
中小製造業の現状とは?
1.png)
まずは、中小製造業の現状について、実際に世の中はどうなっているのか確認しておきましょう。公的なところからさまざまな情報が出ていますので、全体像を掴むことができます。マスメディアやSNSなど様々な情報源がありますが、発信側も受信側も偏った情報になりがちです。フラットに見ていきましょう。
※関連記事:製造現場のあるべき姿とは?経営経験を元に理想と現実を解説
コスト増と価格転嫁の難しさ
中小製造業は、日本経済を支える基盤であり、全企業数の約99%、雇用の7割を担っています。しかし、2025年版『中小企業白書』によると、その経営環境は依然として厳しい状況にあります。円安や物価高の継続、金利上昇による資金調達コストの増加に加え、原材料価格の高騰が企業収益を圧迫しています。帝国データバンクの調査では、2025年3月時点で75.5%の企業が「仕入単価の上昇に直面」と回答しています。一方で、仕入れ単価と販売単価との関係を見ると、仕入れ単価の上昇に対し販売単価の上昇の方が上昇割合が低いため、コスト増を販売価格に十分転嫁できていない現実があるようです。
これは、利益率が低下し、資金繰りが厳しくなることを示唆しています。
https://www.tdb.co.jp/report/economic/20250428-purchaseprice202503/
深刻化する人手不足と賃金格差
さらに、人手不足は構造的な課題です。2025年1月の調査では、正社員不足を感じる企業は53.4%に達し、特に製造現場での人材確保が深刻化しています。その対策として、大企業を中心に賃上げが凄まじい勢いで行われており、「初任給30万円時代」とも言われているようです。前述のようにコスト増が販売価格に十分転嫁できていない状況の中、このような収益に伴わない賃上げが進んでいけば、中小企業ではより採用難となり苦しい経営になるでしょう。しかしそれをわかっていても、何か手を打たなければいけないと大企業に対抗するため、初任給を引き上げるという動きはあるようです。
https://www.tdb.co.jp/report/economic/20250221-laborshortage202501/
しかし、こうした現状の背景には、コスト増を販売価格に転嫁できないという問題だけで無く、少子高齢化や若年層の製造業離れの問題もあり、賃上げ圧力は強まっていますが、大企業との賃金格差は拡大傾向にあります。
DXの遅れとその影響
一方で、デジタル化やDXの取り組みは進展途上です。IPAの「DX動向2025」によると、中小企業のDX実施率は約47%にとどまり、その取り組みの多くが「業務効率化」に偏っており、付加価値創出や新規事業開発に結びついていないのが現状です。いわば、コスト増に対する経費削減までしか行われておらず、DX化により収集できるデータから新たな事業、商品やサービスを生み出すには至っていないということを示しています。https://srgoto.com/archives/6521
製造現場における課題の解決策と事例
このように、適切な価格転嫁、原価管理の高度化、人材確保と育成、そしてDXによる生産性向上が、中小製造業の持続的成長に不可欠な課題となっています。続いては、これらの問題に対して取り組まなければならない課題を具体化し、やるべきことを明確にしてみたいと思います。
<製造業の課題1>価格転嫁の難しさ
製造業を簡単な構造で説明すると、ピラミッド構造の頂点に立つ「マニュファクチャラー(Manufacturer)」と、その下層にある「サプライヤー(Supplier)」の二種類で成り立っています。マニュファクチャラーとは、完成品を組み立てて最終顧客に販売する企業で、例として、トヨタ、スバル、パナソニック、ソニーなどが挙げられます。
サプライヤーとは、部品や素材、サービスなどを提供する企業で、特に自動車業界ではTier 1、Tier 2・・・という言葉があり階層が分かれます。例として、Tier 1にはデンソー、アイシン精機、豊田自動織機などです。
電機業界ではマニュファクチャラーとしてパナソニック、ソニー、日立などがあり、Tier1、Tier2という呼称は使われませんが、それに相当するサプライヤーとして、村田製作所、京セラ、日本電産などがあります。
このような大企業ならまだしも、階層の下になるほど様々な面で交渉力が弱くなり、「仕事をとる」ことのだけの優先順が高くなり、理不尽な要求も受け入れなければならないことさえあります。
その最たるものが価格転嫁の難しさです。
どの工場に頼んでも作ることができる、特別な技術もない、アピールできることもないという状況であれば、その難しさはさらに増してしまいます。
コストの上昇を正確に把握できていない
製品を作るには、材料を仕入れなければいけません。特に価格決定のための市場があり需要と供給で価格が変動するものであれば、より注意が必要です。材料仕入れ額を正確に把握することは、粗利を把握するために最低限必要な部分でしょう。もちろんコストは材料費だけではありません。直接人件費、燃料費、外注加工費、設備の減価償却費など把握しておかなければならないものは数多くあります。
この把握を経理の事務員任せにせず、会計事務所任せにせず、月に1回の試算表の作成は必須です。この作成は、どこかから習った「標準原価」という架空のコストの算出を一生懸命するより、はるかに効果があります。
決算書を見てやっとわかる状態では経営を放置しているのと変わりません。通帳を見てあれっ?と思った時には手遅れです。
データに基づく価格交渉
価格交渉の際、交渉相手に値上げの根拠をきちんと提示できるかはとても重要です。社長の感覚やさじ加減で、何となく世の中がそんな流れだからと根拠のない値上げ価格を提示しても、相手側も納得がいきません。例えば仕入れ価格の上昇推移や売り上げに占める経費の割合などを示し、要求されるものを生産するにはこれだけ必要だということを説明できるようにしておかなければいけません。
それには、データ収集がとても重要です。例えば、銅の価格上昇と銅が使われている主要部品の購入額が比例して仕入れ額が上昇しているだとか、作業日報データから製品ごとに必要な工数を取得し、賃金上昇が製造原価を押し上げていることを示したり、様々な情報を集めて相手に納得してもらえるデータを示すことが必要です。
※関連記事:取引先と対等な関係を作るために必要なこと
価格交渉と並行したコスト削減策
様々な経費が上がっていく中、取引先に対し価格交渉をすることはとても重要です。一方で、社内でコスト削減策が何もない状態で、仕入れ先に安くするよう要求したり、販売先に高く買うよう要求したりすることは、いくら相手が要求を受け入れてくれたとしてもそれは対等な取引とは言えず、相手を裏切る行為とも取れます。安く仕入れて高く売るのがビジネスの基本であることは間違いありませんが、その間に「付加価値を付けて」という部分の手を抜いてはいけません。
売り手、買い手と上手くやっていかなければ事業継続は困難になります。
価格交渉とともに社内での現場改善などとセットで考えることがポイントです。
<製造業の課題2>人手不足と技能継承
前述したとおり、中小製造業における人手不足は、データにもはっきりと表れており、社長の肌感覚や思い込みではない構造的な課題となっています。特に地方では、高校を卒業すると都会に出るという流れは以前から変わっておらず、都会に出たっきり帰って来ないということが定着しています。昔は特に、長男は後を継がなければいけないという風習といいますか、長男という立場の人たちはそう思わされてきたといいますか、そのような目に見えない何かによって地方の人手が維持されていたのかもしれません。ですが今の時代、それが成立しません。
また、ベテラン社員が何年、何十年と経験と勘やコツで地道に積み上げてきたものが、退職とともに失われつつあり、技能継承の問題も深刻です。
機械化やIT化により、多くの部分がそれに置き換えることができるようになってはいますが、未だそれが困難な部分があったり、そのような流れに対応できなかったり様々な要因で技能継承は困難となっています。
ベテラン退職でノウハウが失われる
ベテラン社員は経験の量だけ技能を持ち、長い経験の中で勘やコツを掴み、自分のものとしてきました。そしてその技能を工場で発揮してきました。ベテラン社員が在籍する間は問題ないのですが、退職と共にその技能が失われ、対応できない加工が生じれば、事業の継続にもインパクトは大きいものとなります。
退職と分かり業務の引継ぎを行おうとしても、その数日、数か月で何とかなるようなものではありません。
一方でベテラン社員自身も、その経験や勘、コツをなかなか他の社員に伝えようとしないことが多くありますが、教えたくないのではありません。
今まで自分の脳みそ、手、足、指先、目、耳など様々な「感覚」を働かせて身につけてきた技能ですから、「言葉」にしたことがありません。どうにも説明がつかないのです。
こうなると、どうやってそのノウハウを残すのかということになりますが、まずは残る社員が、ベテラン社員にひたすら聞くしかありません。しゃべってくれるまで。
多くの情報発信では、「作業マニュアルの整備」ということが簡単に言われますが、この状況でだれがマニュアルを作ることができるでしょうか?
また、「マニュアル」とはどのようなものを指すのでしょうか?新入社員向けに作成するものでしょうか?アルバイト向けに最低限やってほしいことを説明するものでしょうか?標準的なことは身についていてそこから先の難しい部分を習得してほしい社員に向けたものでしょうか?
誰に向けて作成するかで、内容は大きく変わってきます。ベテラン社員にとっては誰に対して指導するかで、話すことを変えなければいけません。
マニュアル作成とは、技能の継承という役目を担っていることは間違いありませんが、それを行うということは、人事、組織図、役割分担、作業の分解、難易度などなど、本来様々なことが明確になっている必要があります。
工場の重要な取り組みと位置付けて取り組む必要があるでしょう。
※関連記事:製造業における属人化とは?問題点と経営者がやるべき対策方法を解説
特定の人に業務が偏り、その人がいなければ業務が回らない
ベテラン社員が退職することでノウハウが失われるということと似ていますが、特定の人が退職、休日の取得をすることで業務が回らなくなるという恐れは常について回ります。特に人数の少ない小規模工場であればその影響は大きくなります。
なぜか「忙しい人」には次々と仕事や頼まれごとがやってきます。これはその人にしかできないことがあるため、その人にしか頼むことができないという構造的な問題があることがほとんどです。その人が誰にも教えず自分で抱え込んでしまうのか、自分がやらないと気が済まないからそうなってしまっているのか、理由はさまざまであると思いますが、特定の人に業務が集中するということは、極端に言えば、時間外出勤が100時間の人と0時間の人両方が存在する工場ということです。
この状況を人手不足だからと判断してしまうと、間違った対策を取ってしまうことになってしまいます。
この場合は仕事量が多いから人員不足となっているのではありません。一人で抱えている仕事を他の社員に分散しなければいけません。
この社員の作業内容を分析し、難易度を判断し、全社員で全作業を分担して行う体制を作ることが必要です。
そして、似たような作業、難易度が同レベルの作業であれば、一人一人がその能力に合わせて、そのすべてに対応できるくらいの体制を作ることが多能工化です。
このことにより特定の社員に依存した生産体制により、業務が回らなくなるという問題は解決するでしょう。
教育に時間をさけず、OJTが後回しになる
仕事を社員に指導することは、OJTにより行われます。例えば、先ほどの忙しい社員の作業を他の社員に指導する場合、その作業は忙しい社員にしかわからないわけですから、その人が指導者になるしかありません。しかし、忙しいのですから、指導する時間もありません。その悪循環により、いつまでもその状況から抜け出せないということになってしまいます。
これは会社の構造的な問題によるものですから、現場に任せても解決しません。
社長主導で、会社の重要な取り組み事項として「教育プログラム」として作業指導の仕組みを整備し、評価制度と連動させることで優先順位の高い取り組みということを示す必要があります。そして、忙しい社員の作業を洗い出し、簡単なものは他の社員に渡し、時間を作ることが重要です。
繰り返しますが、とにかく時間づくりが重要です。社員はすぐに「忙しい」「時間がない」といいますから。
<製造業の課題3>生産性の低さ
製造業において生産性の低さは、利益率や納期遵守に直結する重大な課題です。特に中小製造業で行われる製造は、大企業のように世界中で使用されるものであったり、汎用性のあるもののように大量に作られるものではなく、大企業が生産ラインの構築を嫌がるような限られた数量の製品だったり、ある用途に特化したような特殊な製品、ニッチな業界向けのものであることが多く、その分手間がかかったり自動化が難しかったりすることが多いため、自然と生産性が低くなる傾向にあります。いわゆる、小ロット多品種生産への対応によるものです。
だからと言って放置しておくわけにはいきませんので、何らかの対応が必要です。どの工場もすでに取り組み済みかもしれませんが、以下のような取り組みが有効です。
※関連記事:製造現場のムダを無くし効率化するには?現役経営者が事例を元に解説
稼働状況の見える化
製造業でいう生産性の低さは、イコール「設備の生産能力の低さ」と言っても過言ではありません。したがって、どの設備が生産能力が低いのかを把握することが先決です。
設備が停止する頻度や停止している時間(逆に動いている時間でも可)を把握することにより、生産性の低い設備を特定し、生産能力を下げている要因をつかむことが重要です。
そのために、過去には作業者が張り付いて記録したり、ストップウォッチで計測したりすることでも把握していたこともありますが、IoTデバイスなどを用いてデータを取得することで、より簡単で正確に情報を集めることができ、データ分析の際に導き出すことができる結果まで変わってきます。
このことにより、データに基づいた改善を行えるようになり、作業者の思い込みや感覚による改善が減り、改善の効果を出しやすくなります。
段取り時間の短縮
前述の通り、中小製造業では小ロット多品種生産が多いため、限られた設備台数の中で様々な製品を作ることができるよう、段取り替えをして対応することになります。段取り回数が増えるだけでなく、製品が複雑化すればその段取り時間も長くなりがちです。段取り替え時間の標準化や、治具・工具の事前準備、内段取りと外段取りの切り分けや役割分担などを進めることにより、設備の停止時間を減らすことができます。
生産計画の最適化
多くの工場で「生産管理システム」の導入が進んでいます。このようなシステムを使うことで生産計画作成の自動化や作成した計画の情報共有に役立ちます。このことにより、過去のように、ベテラン管理者の頭の中で作成された生産計画を、ベテラン管理者が直接指示してまわり、作業者はそれに従うだけという非効率な生産管理から抜け出すことができます。
しかし、生産管理システムの導入は安くはありません。売り上げ規模から考えれば二の足を踏む工場も多くあるでしょう。
そのような工場は、まずは計画の立て方などのロジックや手順を可視化し、属人化した作業から抜け出すこと、そしてその作業の中から自動化できそうなところを見つけていくことから始めるとよいでしょう。
<製造業の課題4>品質問題とクレーム対応
品質問題は、製造業における信頼性を左右する重大な課題です。繰り返しますが、「製品」における信頼性ではありません。もちろんそれも含まれますが、「製造業における」というのがとても重要です。
メディアで、自動車メーカーによる衝突試験や排ガス、燃費などの試験の不正や、型式指定申請に不正など、たびたび謝罪のシーンが放映されています。
そうなると、その自動車メーカーの製品すべてが心配になり、そして事業者業界とはそういうところか、というレッテルを貼られてしまいます。
100%に近い企業が誠実に事業に取り組む中、ほんのわずかな企業、あるいはたった1人か数人の誤った判断と行動により、業界全体の信頼をなくすことになってしまうのです。
それほど品質問題とは重要な問題であり、この意識がなければこのビジネスをしてはいけないと言っても過言ではないでしょう。
また、クレーム対応、不良品の発生があれば、その分析や作り直しの対応に追われ、納期遅延やコストの増加、人手不足にもつながってしまいます。ここで人手不足緩和のために採用してしまうと、また別の問題が発生してしまいます。
さらにどの部署の責任なのか、だれがやったのか、社内で犯人捜しのようなことが起こりやすくなりますので、取引先からの信用どころか、社内でのとなり同士の信頼関係にひびを入れかねません。評価制度や給与体系を整備して社員のモチベーションを・・・と取り組んでいる中で起これば、その効果は一気になくなります。
悪い製品が出荷されないようにする、といった単純なことではないことをまずは認識することです。
対応策としては、以下の3つのアプローチが候補になるでしょう。
不良率が高く、再発防止ができていない
まずは、重要な確認が必要です。現場の作業者が、不良の発生に対して敏感になって生産しているでしょうか?
少しくらい不良が出ても不良が取引先に渡らなければよい、材料を余分に使ってでも納期に間に合えばよい、という思考で生産をしていないでしょうか?
不良発生を放置したままでは、取引先に流出することによるクレーム、余分な生産をすることによるコスト増、作業時間も増えてしまうことによる人手不足、などなど様々な問題につながっています。
したがって、この問題の解決には、不良発生状況をきちんとデータとして蓄積しているかということが前提になってきます。
このような情報を集めていない工場では、多くの場合、不良発生の分析や再発防止のための対策が遅れがちです。あるいはその取り組みさえ行われていない恐れもあります。
不良やクレームの発生は取引先との信頼関係に悪影響があることはもちろん、製造原価増にも直結する問題でもありますので、データを取り、分析をし、再発防止策を立てることが重要です。
不良、クレーム発生時の対応が属人的
不良やクレームの発生についてデータがあったとしても、ある特定の社員しか対応できないという工場もあったりします。例えば、クレーム情報が入ったときの対応の流れを、品質担当部門あるいは担当者しか知らないこともあります。場合によっては、それが社長であることも。それでは迅速な対応ができません。
クレームが発生してしまったことは仕方がありません。その情報が入った後、間を置かずにすぐどんな対応ができるかということが重要です。すぐに対応しなければ対象範囲が広がってしまうかもしれません。また、すぐに適切な対応をすることにより、逆に工場の信頼性向上につながったりすることもあります。
したがって、少なくともクレーム対応フローの作成は必要です。
品質管理部門の業務範囲
不良が発生したとき、クレーム情報が入ったとき、まずはどの部門の誰が動きますか?また、品質管理部門や担当者の業務の範囲、責任や権限は明確になっていますか?
製造現場の設備で発生した不良品によるクレーム情報が入ったとき、品質管理の担当者がまず動き出すのは問題ないでしょう。
設備で不良が発生したのですから、責任はどこにあるのでしょうか?もちろん、製造現場の部門、担当者です。
しかし、原因の追究や対策の立案まで、この品質管理の担当者が担っている工場がよくあるのです。
製造現場の社員は作るだけ、それ以外はしない。
このような状況があれば、生産に責任を持たない部門が生産をすることになりますので、いくらデータを集めても改善されることはありません。
工場で作成している組織図と、実際に現場がどのように機能しているか、社長が全体像を把握する必要があります。
<製造業の課題5>DX化の遅れ
「DX化をやりたいけど何から始めればよいかわからない」多くの工場が未だこのような状況にあることを問題視しています。
さらに深掘りしてと聞いてみると、ほとんどの社長が、「どこに何のシステムを入れればいいのか」と答えられます。
この答えがDX化の本質からずれてしてしまっています。DX化ではなく、単になにからIT化を始めようか、と悩んでおられるのです。
世界中に数多あるシステムの中から、何が自分の工場にマッチするのかなど、正直誰にもわからないでしょう。
DX化が遅れる理由として、
・経営者の理解不足
・現場の抵抗
・IT系、現場の両方に精通する人材の不足
・ROI(投資対効果)が見えないため投資判断が困難
が挙げられるでしょう。
先ほどの状況は、経営者の理解不足とされてしまうかもしれません。
しかしそれは、DX化の遅れの原因、さらにいえばITベンダーがシステムを購入してもらえない原因を、経営の現場にいる経営者の責任として押し付けている暴論です。
例えば、ITベンダーから特定のシステムを提示されても、他に同じようなものがたくさんありますから、ピンポイントでそれを提示されても、にわかにそれでよいとは判断がつきません。社長からすれば、いろいろと比較したくなりますし、相見積もりも取るでしょう。
また、ITベンダーは売り込みたいシステムのメリットばかりを言いますから、鵜呑みにしてもいいものかと疑う社長もいれば、決断するのが社長の仕事とばかりに現場に確認することもなく即決してしまう社長もいます。
このような状況ですから、DX化がなかなか進まないのも無理はありません。
DX化とは、経済産業省が次のように定義しています(DX推進ガイドライン Ver.1.0より)
企業がビジネス環境の激しい変化に対応し、データとデジタル技術を活用して、顧客や社会のニーズを基に、製品やサービス、ビジネスモデルを変革するとともに、業務そのものや、組織、プロセス、企業文化・風土を変革し、競争上の優位性を確立すること
なんだか難しく書かれていますが、ポイントは次の3つです。
・単なるIT導入や自動化ではない
・経営や事業モデル、組織文化まで含めた抜本的な変革
・目的は「競争優位性の確立」
1~3のうち2の部分が欠落していることが多く、IT化だけに頑張ろうとする社長が多いのです。
事業をどうするか、社内の業務をどうするか、そのようなことが決まっていなければ必要なシステムも定まりません。そして業務の細部まで明確になっていなければ、システムの画面上に何のボタンが必要なのかも設定できません。
したがって、あれこれシステムを探し回る前に、まずは「ITを使った業務にバージョンアップさせる」ことが必要です。
以下のような対応がポイントになります。
未だに多く残る紙の資料のデジタル化
まずは、簡単なデジタル化から始めます。どんなシステムもデジタル化したデータしか扱うことはできません。紙の資料がある限りDX化のスタートラインにも立てません。「入力が面倒だ」と現場から反感があるかもしれませんが、やり切らなければいけません。入力する方法はキーボードからだけではありません。様々な便利なツールが出ています。
資料のデジタル化の必要性をしっかり説明し、どんな方法なら入力可能か現場と話し合い、入力→保存→出力ができる環境構築が必要です。
※関連記事:今さらですが、IT化とDX化何が違う?
IT化してもデータが活用されない
データが活用されない場合も多くあります。紙の資料だった場合は多くの場合そのデータは使用されず、保管のルールだけが守られファイルに綴じられ、日の目を見ないことになります。
面倒な入力作業を何とかやってもらえて、ようやく紙の資料からデジタルデータになるわけですから、現場に入力してもらったデータから何を見ているのか公開する必要があります。これはデータを用いた重要なコミュニケーションです。
データが使われないと思われれば、すぐに入力されなくなってしまい、振出しに戻るでしょう。
また、データがなければ、社長が発信する情報はすべて社長の感覚ベースです。説得力がなく、社員にとっては他人事になるでしょう。
データの必要性を説明し、またそのデータから現場の良さ加減悪さ加減、どのような取り組みによりどんなデータを結果として出したいのか、はっきりと説明できるようにする必要があります。
「DX」が正しく伝わっていない
前に、まずはITを使った業務のバージョンアップが必要と述べました。
それはDXのスタートです。
DX化とは、「ITを使ったビジネスそのもののバージョンアップ」です。それにより競合他社より優位に立つ戦略です。
DXの目的をただ業務をIT化することはもちろん、「業務効率化」にとどまることなく、さらに「付加価値創出」にシフトし、様々なステークホルダーに新しい価値を提供できるような工場にすることを目指します。
業務をIT化すれば、社員の役割分担も変わり、場合によっては組織構造の変更も必要になるでしょう。その場合、新しい顧客や取引先等を視野に入れた、データ活用した意思決定の仕組みを作ることが必要です。
経営者が製造現場の課題解決に取り組む際のポイント
それぞれの課題とそれに対するやるべきことを、現場の実態も踏まえ説明してきました。以下の表にまとめてみました。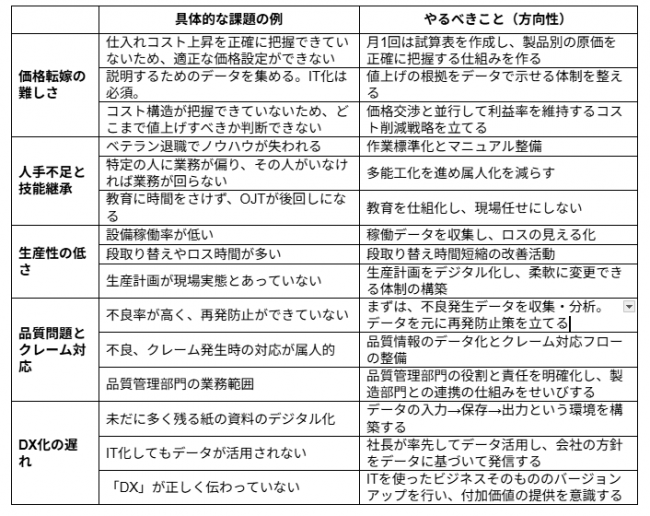
この取り組みは全て重要なものです。しかし、これをひとつひとつ順番に取り組んでいてもいつ効果が出るのか分かりません。また、それぞれ個別の問題への対応策ですので、取り組んだ結果その点についてだけ部分最適化され、全体で考えたときにまた新たな問題が発生しかねません。
続いては、様々な課題を全体最適の視点で捉える、社長にしかできない課題解決の取り組みについてポイントを解説してみたいと思います。
全体最適の視点で優先順位を決める
経営者は、会社の全体構造を構築するのが仕事です。優先順や重要度により注力することは必要ですが、特定の個別の問題に注力してしまってはいけません。全体構造を見失う原因になってしまいます。自社で起こっている問題を把握し、多くの課題に「波及効果がある」ものを特定し優先的に取り組みを行うことが重要です。
全体像を見ているのは経営者だけです。したがって波及効果を考えることができるのも経営者だけですので、以下のような具体的な取り組みが思惑通り進んでいるか把握することも、経営者の役割として重要です。
例えば、作業日報のデータ化をすることで、生産ラインごとの人件費、社員の対応能力などを把握でき、製造原価の削減や多能工化、作業マニュアルの整備などの取り組みに広げることができる、などのようなことが考えられます。
あるいは、設備で発生するトラブルや不良数などをデータ化することで、品質改善に重要なデータにすることができるだけでなく、製造原価の削減、稼働率の改善、紙の資料の保管作業、保管場所をなくすことができる、なども様々な方面に波及効果が期待できます。
社員からのボトムアップといえば聞こえは良いですが、それはあくまでも部分最適です。優先順が低い問題であるなら社員が困っていても、他を優先的に行うことをしっかり説明するなどコミュニケーションを取ることも必要です。
経営資源(人・モノ・金・時間)の再配分を決断する
課題を上げればキリがありません。そしてそれら全てに対応できるだけの経営資源がある中小製造業はないでしょう。これは大企業でも同じかもしれません。課題を解決すれば何らかの結果が得られ、決算書上の利益につながることを期待して取り組みを行いますが、その利益が得られる前に必ずコストがかかります。
社員が3人集まって打ち合わせを行えば、それだけの人件費が必要になり、その間生産しませんので売り上げにもなりません。
その目先のコストもかけれないようでは何も解決しないのは明らかですが、注意して取り組まなければ経営資源はあっという間に消化してしまいます。したがって、課題解決のためのコスト管理は経営者の重要な役割です。
そして、課題に優先順をつけることとは、経営資源の配分も優先順をつけることになります。
これはまさに経営判断です。そして早く判断し早く取り組むことが重要です。その間にもコストがかかっています。
IT化によるデータの重要性は、このことからもわかるでしょう。
仕組みと文化をつくる
課題解決を一時的な改善活動に終わらせてはいけません。また、社長の号令がなければ誰も何もしないという状況では組織の成長はありません。例えば、システムが導入されたらそれでゴール、という一過性のものにしないために、課題を見つけ解決し続けるという「仕組みと文化づくり」が必要です。
例えば、会議は必ず定期的に行うこと、そして必ずデータに基づいて話をすることとし、何の情報もなく発信される意見は、情報を集めてから改めて議題に挙げるようにすることです。特に社長は現場にいないことが多くありますので、ただ1人の社員による口頭での情報を鵜呑みにすることは、経営判断を誤る原因にもなりかねません。
あるいは、不良発生やトラブル発生の頻度を設備ごとにリアルタイムでいつでも確認できるようにし、集計しなければ異常に気付けない状況から変化があった時に何らかの対応ができる体制にします。そのことで設備の稼働状況や製品品質に対する意識まで変化するようになります。
まとめ
製造業の現場には、様々な問題が複雑で相互に関連しながら経営課題として山積しています。これらを一つひとつ個別に解決しても、部分最適にとどまり、根本的な改善にはつながりません。
重要なのは、経営者が、全体最適の視点で優先順位を決め、限られた経営資源をどこに投下するかを判断し、仕組みと文化をつくることです。
経営者にしかできない意思決定とリーダーシップが、現場改善を持続的な成長へと導きます。
※関連記事:製造現場のあるべき姿とは?経営経験を元に理想と現実を解説
さくらブルーでは、「工場経営自動化コンサルティング」で現場を社員に任せ、社長が次のビジネス展開に専念できる仕組み構築のノウハウを提供しています。
自社の経営にお悩みの工場経営者様は、ぜひお気軽にご相談ください。
⇒セミナーやコンサルに関するお問い合わせはこちら